
..
Drying is sometimes said to be the ‘least understood’ process in papermaking. New tools can help solve old problems, giving tissue makers substantial energy, cost and emissions savings. Take a look.
By Frank Sorrells and Ben Thorp
Introduction
A method of reducing drying energy costs has been know for many years but was never given much attention, probably because achieving the reduction requires a complex computer program and air side control system that have only recently been developed. The energy savings are real:
• In the EU a 5.6-meter-wide parallel hood machine can save about €430,000 per year over a similar cascade machine.
• For a producer of 1,000,000 tonnes per year, the total savings over 20 years could exceed €152 million!
• And the CO2 emissions are reduced by about 36%.
For a machine with hoods arranged in parallel, the changes to the machine are the installation of instruments in the air ducts. They are like the RTD sensor used for temperature control on existing machines. After the first machines where time is required to design mounting brackets, prepare electrical diagrams, etc., the cost to convert a machine would be about €150-170,000. The instruments could be installed in the ducts during a machine maintenance shut down, so no production time would be lost. Wiring and setup of control devices can be done while the tissue machine operates. The ROI would be a few months.
The Science
Air psychometrics is the study of moist and humid air. Over the centuries thousands of research documents and writings have been prepared about air, which is one of the four “classical” elements (the four are: Earth, Air, Water and Fire). In a normal state air contains water vapor that is referred to as the humidity of the air. For ease in preparing mathematical calculations, humidity is measured as the mass ratio of water vapor to dry air. The units are given as kilograms of water vapor per kilogram of dry air. The following table demonstrates the effect of humidity when it alone is changed.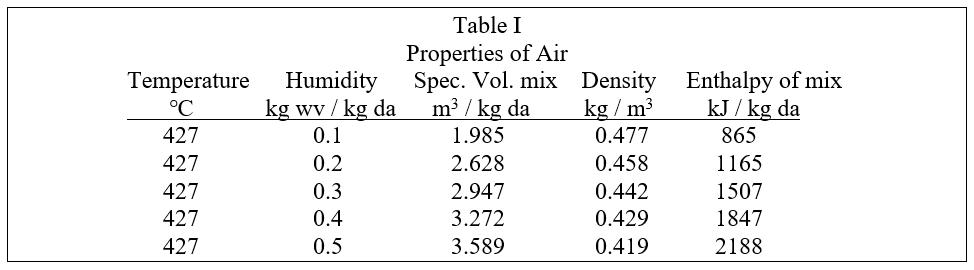
For the same temperature, increasing the humidity ratio from 0.1 to 0.5 almost triples the enthalpy of the mix, and enthalpy is the energy to evaporate water and for other uses. When the exhaust damper is slightly closed, the makeup air damper must also be slightly closed to maintain an air balance. This increases the humidity of the mix and less makeup air is needed.
Repeating these steps to a desired humidity, say 0.45, greatly reduces the makeup air. Not having to heat that air is where the money is saved. It is known and has been demonstrated that higher humidity air is adequate to achieve the same drying. However, running closer to the maximum practical drying limit requires advanced control when machine conditions or grade changes occur. That is, the energy into the hood is almost completely used up for drying. When a change occurs that requires more drying, like adding basis weight, more energy input to the hood is required. Without a computer program this must be done manually and done ahead of need or a wet sheet can be a result.
Theoretical calculations have been prepared using the well-known heat transfer equation
Q = m * cp * ∆T to calculate the energy saved by the reduction of makeup air, where
Q = energy in BTU / hour
m = mass of dry air in pounds / hour
cp = the coefficient of heat transfer at constant pressure for air in BTU / (pound – ℉) and
∆T = temp difference in ℉ between the blowing air temperature out and entering makeup air in.
The CTMD computer drying program is within 2% of the value calculated using the theoretical equation.
⇒ We have met the teachings of science and the lesson is: High humidity air should be used for drying.
Some History
Not too many years ago the price of natural gas in the U.S. was much higher than today. Ben Thorp retired from Georgia-Pacific where he served as Director of Pulp and Paper Engineering. GP is the world’s largest tissue manufacturer. In a previous job one of that companies’ tissue mills was in a remote location and used LPG because there was no natural gas line in the region. The energy cost was high. Ben’s engineers demonstrated the benefit of increased humidity by using manual controls. Funding was not available to take the work forward, but the principle was demonstrated, and the opportunity for high energy savings was verified.
We know of only one tissue machine in the world that is operating with high humidity in both hood sections. Mr. Joan Vila is the owner of L.C. Paper in Spain. Joan designed his own unique machine using his creativity and extraordinary engineering knowledge. It has a cogeneration unit producing electrical power for the mill and the turbine gases are exhausted into the wet end machine hood. Joan informed us that the humidity in the wet end hood has a ratio of 0.5 and the exhaust gases are sent to the dry end (inverse cascade); hence the dry end has an even higher humidity ratio. When Frank asked if the high humidity in the dry end contributes to sheet softness, Joan responded: “Sure, in fact the softness is a result of an equilibrium between the adhesion of coating to the Yankee and the creping parameters. So the humidity of the hood affects the adhesion of the coating, but it is possible to correct this effect with another coating or a different amount of it. Finally, there is no problem to increase the humidity of the hood.” Joan is the developer of OnePly tissue, a product aiming to achieve the goals of TAD-like paper with a much lower energy cost.
⇒ Operation of a tissue machine with high humidity air in both hoods exists.
Instruments Normally Supplied
Tissue machines are normally supplied with two air side control devices; the air temperature can be varied and controlled, and the air nozzle velocity can be varied and controlled. The third controllable variable is the air humidity. Unfortunately, tissue mills have not had the tools needed to increase the humidity. Worse yet many machines are using a popular instrument that provides false humidity readings because the instrument does not consider the effects of the products of combustion from the burners. The instrument manufacturer is very clear about this limitation, but the instrument is used anyway.
To operate a conventional tissue machine with humid air requires a control system and control systems are only possible if the necessary instruments are installed; an instrument is required for each variable that will be controlled. Further discussion about our Air Side Control System (ASCS) follows.
The Software
The software supporting these developments consists of four computer programs with a program for Drying and a program for Optimization at the heart of the technology. The graph below shows every potential operating point on a machine. This graph is for the wet end hood with 0.45 drying air humidity ratio.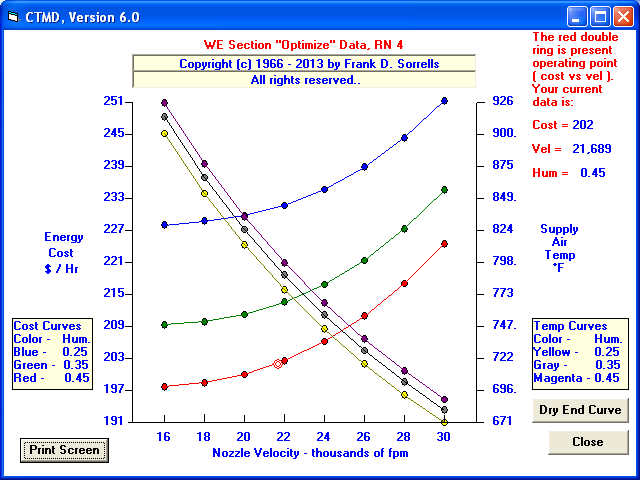 The Optimization graph shown above has all three air side variables plotted. Two separate graphs are shown; they are 1. temperature versus velocity and 2. cost versus velocity. The third controllable variable is the air humidity. A discussion about reading the graphs follows.
The Optimization graph shown above has all three air side variables plotted. Two separate graphs are shown; they are 1. temperature versus velocity and 2. cost versus velocity. The third controllable variable is the air humidity. A discussion about reading the graphs follows.
Temperature is given in the vertical axis on the right and velocity in the horizontal axis. Three lines are plotted for three different humidity’s; yellow, gray and magenta. This data was generated by the Drying program, one run for a humidity input of 0.25, another run for 0.35 and a run for 0.45. We see that as the humidity is increased, additional energy is required for drying. The drying rate changes as humidity changes – a most important fact.
The vertical axis on the left gives the energy cost in U.S. dollars versus velocity. The blue, green and red humidity lines are plotted as a function of cost and velocity. The slope of these lines depends on the cost of natural gas and electricity. In most EU countries the cost of electricity is about twice the cost of natural gas when compared on an equal energy basis. That tells us why the lines curve upward as the velocity is increased. Air with moisture of 0.15 could be plotted and it would be above the highest cost shown. Notice the distance between the blue and green lines and compare it to the distance between the green and red lines. As the moisture is increased the gains diminish and there will be a limiting practical moisture value. Observing the cost axis tells us when humidity is increased, “less cost means less gas burned means lower CO2 emissions”.
From the cost versus velocity graph, when the velocity is the lowest at 16,000, the cost of energy is minimized but the amount of CO2 is maximized (draw a vertical line from 16,000 up to the temperature lines and then draw a horizontal line to the temperature scale and you will find the temperature to be around 925℉ – the maximum burner output and that gives the maximum emissions). When the velocity is 30,000, the cost is highest, and the CO2 emissions are lowest (again draw a vertical line from 30,000 up to the temperature lines and then draw a horizontal line to the temperature scale and you will find it to be below 700℉).
Finding the Sweet Spot
The sweet spot is what we want to identify, and it is at a velocity around 22,000 (shown by the red double ring), only a slight increase in cost and a good decrease in emissions (draw a vertical line from 22,000 to the magenta temperature line and then draw a horizontal line to the temperature scale and note the temperature is about 800℉, less than the maximum temperature. For the sweet spot, the emissions are reduced 36%. The sweet spot gives space for control of the drying rate. Also note that the lowest energy cost is about $198/hour and the sweet spot cost is about $202, only a $4/hour difference.
The optimize graph (shown and explained above) is the key feature of the technology and the data used is generated by the drying program. They go hand in hand. The drying program also calculates the set points for use in the Air Side Control System.
The Air Side Control System (ASCS)
At startup of a conventional tissue machine the humidity of the air inside the hoods is very low, about the same as fresh outdoor air. When the sheet hits the Yankee evaporation of the water begins, and things change rapidly; the properties of the circulating air are constantly changing and will do so until the desired operating conditions are met. Changes must be made as drying rate changes. The ASCS consists of flow meters, humidity analyzers, PID controllers, electric motor damper actuators, pressure transducers, display devices and a dedicated computer. To our knowledge no air side control system exists on any conventional tissue machine.
We define a conventional machine air side to consist of a large fan for circulating the hot humid air, with a burner to heat the air to a required temperature, with nozzle boxes for jetting the hot humid air onto the wet tissue sheet, and with dampers for makeup and exhaust air. Changes can be made, as we described about the tissue machine at L.C. Paper, where the energy source and air flows differ from a normal conventional machine.
A paper1 published in 1985 (Wahlberg, et al.), to Minimize the Total Drying Energy on a Tissue Machine, describes a machine using a Measurex 2002 control system that included a unique program for controlling and optimizing the Yankee hood. Nothing has been found about that control system other than this single paper.
From startup the following is the sequence of changes made to increase the humidity.
A. The exhaust damper is closed slightly, and the makeup air damper is also closed slightly to maintain an air balance.
B. The humidity of the drying air increases so drying rate changes must be made. This is done by changing the nozzle velocity.
C. The above changes are repeated until the desired humidity is reached.
D. PID controllers and electric motor damper actuators are used to position the dampers.
E. A dedicated computer is used to automatically make all changes.
F. The machine can be operated on Automatic or Manual mode in the event of damage to a control sensor, etc.
Any one with a machine with parallel hoods and running is a stable condition for a long period can demonstrate savings by going through the above process. This pushes the hood to a state close to the drying limit which is where maximum dollar efficiency is achieved. When grade changes or machine upsets occur, the hoods must be moved to a safer operation mode which was done by Ben’s engineers. When the machine settles hoods can be adjusted to optimum drying. These changes are the reason why a control system is needed. The instruments can react properly and quickly without distracting the operators.
Comparing Cascade and Parallel Hoods
A tissue machine must have the hood sections arranged in parallel if it is to be operated with high humidity air in each hood section. On a cascade machine the air ducts are interconnected so that the exhaust air from the dry end hood is cascaded to the wet end hood as makeup air. The large circulating air fans will suck air from every possible source and with the hoods interconnected on the cascade machine, it is very difficult to balance the air flows. A most important fact is the dry end section on a cascade machine can never be operated at the same air humidity as the wet end. Physically, it is not possible. And how can a control system for a cascade machine be designed when two masters exist?
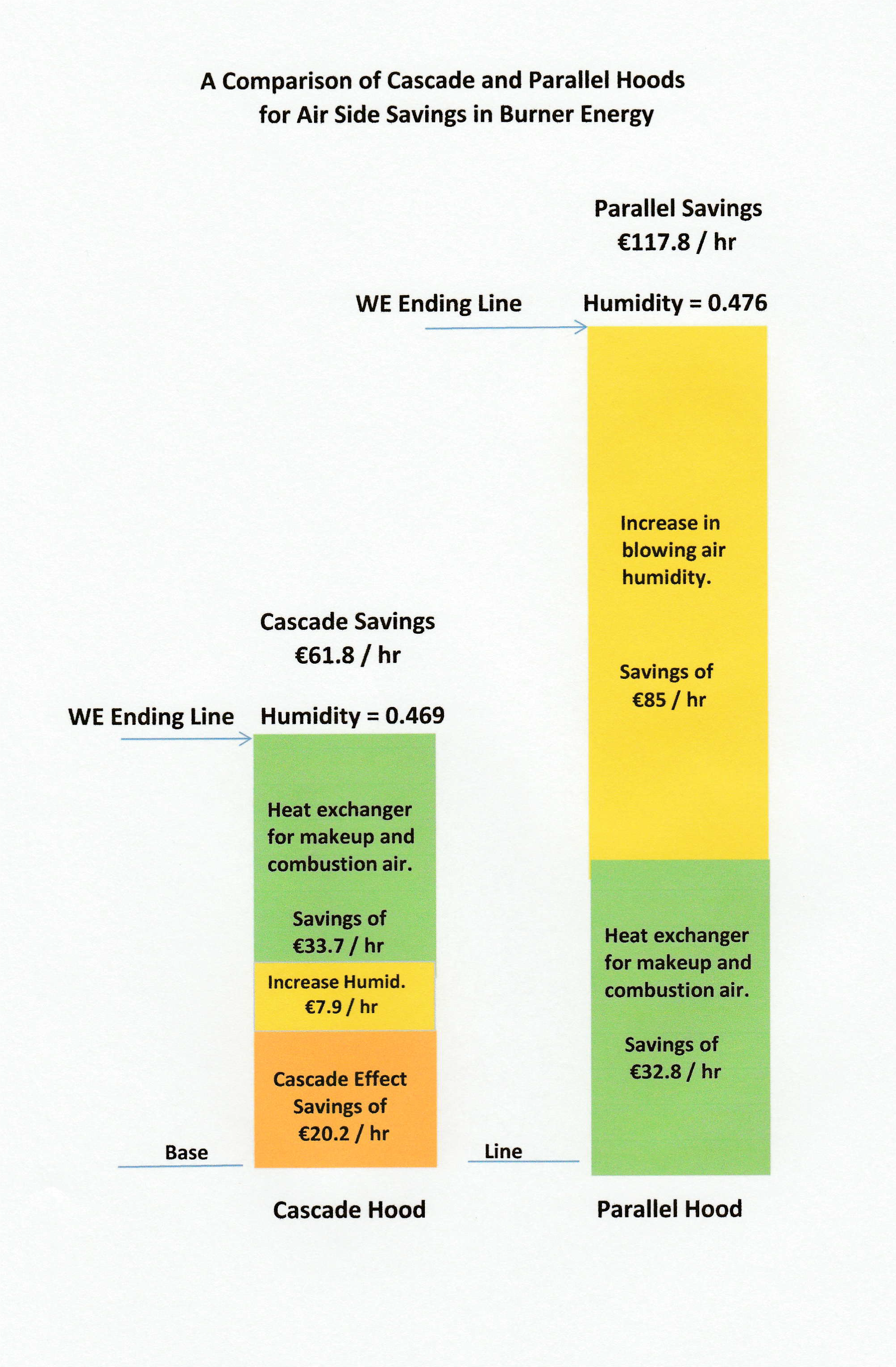 We have prepared a 31-page document comparing energy savings on the two machines – it contains 12 pages of computer print outs. If you desire a copy, please contact us. That doc developed the Comparison Chart shown above where the savings is given in Euros.
We have prepared a 31-page document comparing energy savings on the two machines – it contains 12 pages of computer print outs. If you desire a copy, please contact us. That doc developed the Comparison Chart shown above where the savings is given in Euros.
At the Base Line two identical parallel machines are producing the same grade of tissue at the same Yankee speed, same basis weight, dry content, blowing air temperature and velocity. The humidity ratio is 0.1 in each machine. One machine is converted to the cascade mode and the energy savings is about 7.8% or €20.2/hour. Next both machines are equipped with heat exchangers that use the exhaust gases to preheat the makeup and combustion air and the savings are shown. The last thing that can be done is to increase the humidity of the blowing air. This is done until the wet end exhaust on each machine essentially has the same value of 0.47, the ending line.
The parallel machine saves (€117.8 – €61.80) * 24 hours/day * 365 days/year * 0.93 efficiency = €456,000 per year in burner energy. The net energy savings will be lower by about 15.4% or (1 – 0.154) * €456,000 = €385,800/year for energy to overcome the rate change. If the humidity is increased to 0.45, the net savings would be €430,00/year. All of science’s variables have been addressed. The air side of a conventional tissue machine is often described by three of the four classic elements, “Water, Wind and Fire!”
Additional Information
⇒ The 31-page long document gives a deeper discussion for understanding the savings possible when drying with high humidity air. Computer prints out show all the data that the drying program generates on each run. All calculations of energy required to dry for humidity’s of 0.1 and 0.4 are shown, the cost of natural gas and electricity in the EU is given, and the calculations about the accuracy of the computer program and with calculations of emissions in tonnes per year are included.
⇒ We can prepare estimates about the operation on one of your machines if data is provided to him. If you have a humidity analyzer that is reading high – say around 0.45 to 0.6, the actual value can be estimated. If you do not have an analyzer, the humidity of your machine’s drying air can be estimated. There is no cost for this, just ask.
⇒ And detailed information about humidity analyzers is available.
⇒ Further information can be sent about the cylinder side drying giving a break down of the heat losses and consumptions.
For any or all the above information and a copy of a Power Point presentation, please contact Frank at fdsorrells@hotmail.com.
Frank Sorrells and Ben Thorp are retired technical experts from Valmet and Georgia-Pacific, respectively.
Reference:
1 Wahlberg, T.K., Axelsson, B. and Hallgren, A. (1985): Minimizing the total drying energy on a tissue paper machine. Tappi Journal, Page 86, March 1985.
![]()
Comments are closed.